Manual Metal Arc (MMA)

Type of Operation: Manual
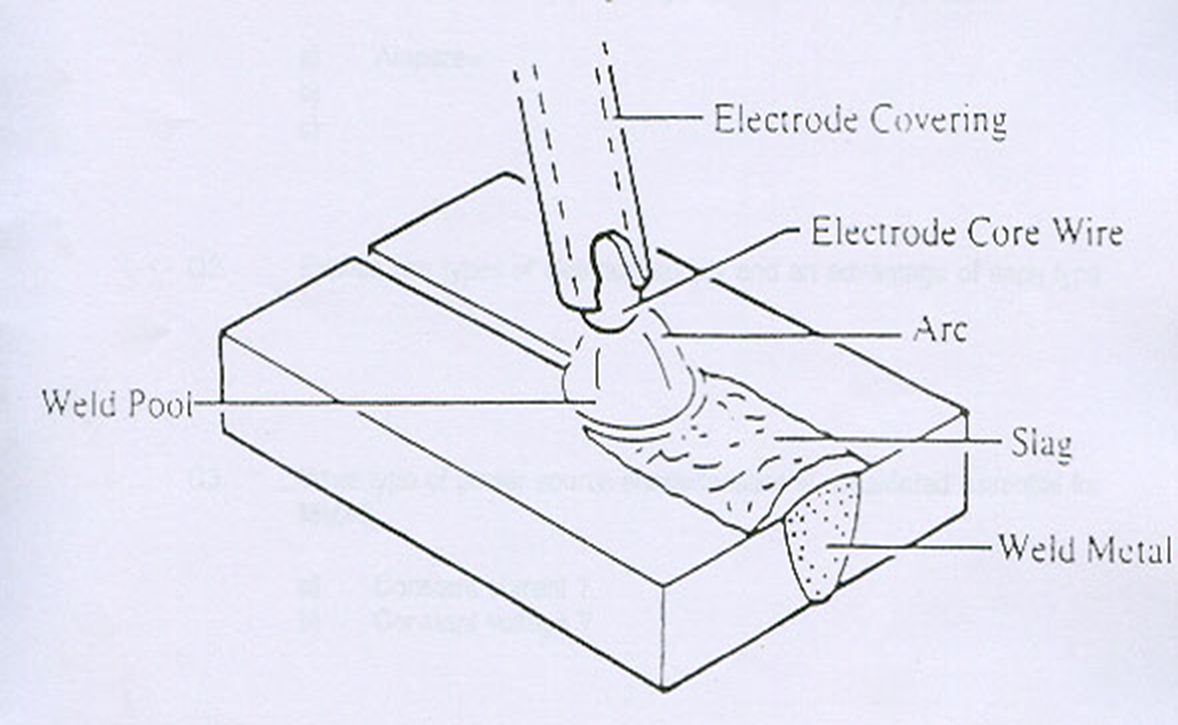
Mode of Operation: Arc melts parent plate and electrode to form a weld pool which is protected by flux cover. Operator adjusts electrode feed rate, i.e., hand movement, to keep arc length constant. Slag must be removed after depositing each bead. Requiring plate edge preparation.
Butt welds in thick plates or large filets are deposited in a number of passes. The process can also be used to deposit metal to form a surface with alternative properties.
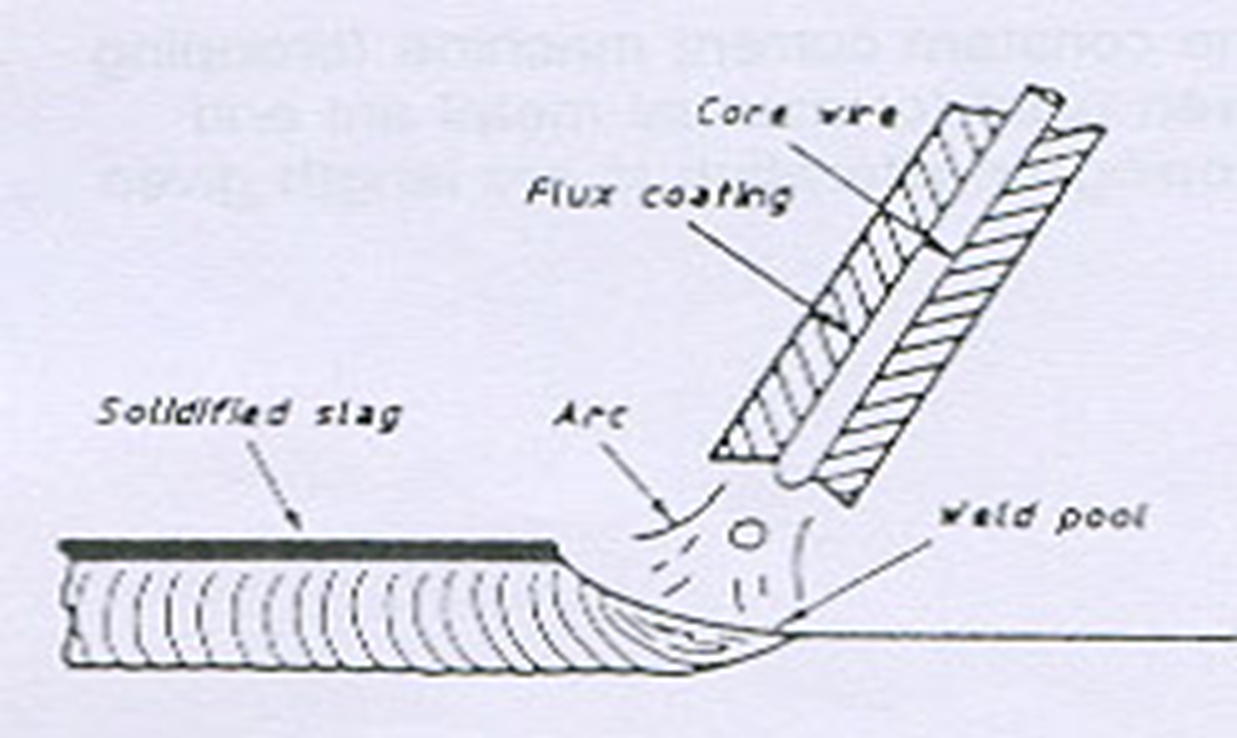
In manual metal arc welding the heat source is an electric arc (which is formed between a consumable electrode and the parent plate). The arc is formed b momentarily touching the tip of the electrode onto the plate and then lifting the electrode to give a gap of 3.0mm (1/8”) – 6.0 mm (1/4”) between the tip and the plate.
When the electrode touches the plate, current commences to flow and as it is withdrawn the current continues to flow in the form of a small spark across the gap, which will cause the air in the gap to become ionized, or made conductive. As a result of this the current continues to flow even when the gap is quite large.
The heat generated is sufficient to melt the parent plate and also melt the end of the electrode. The molten metal so formed is transferred as small globules across the arc into the molten pool.
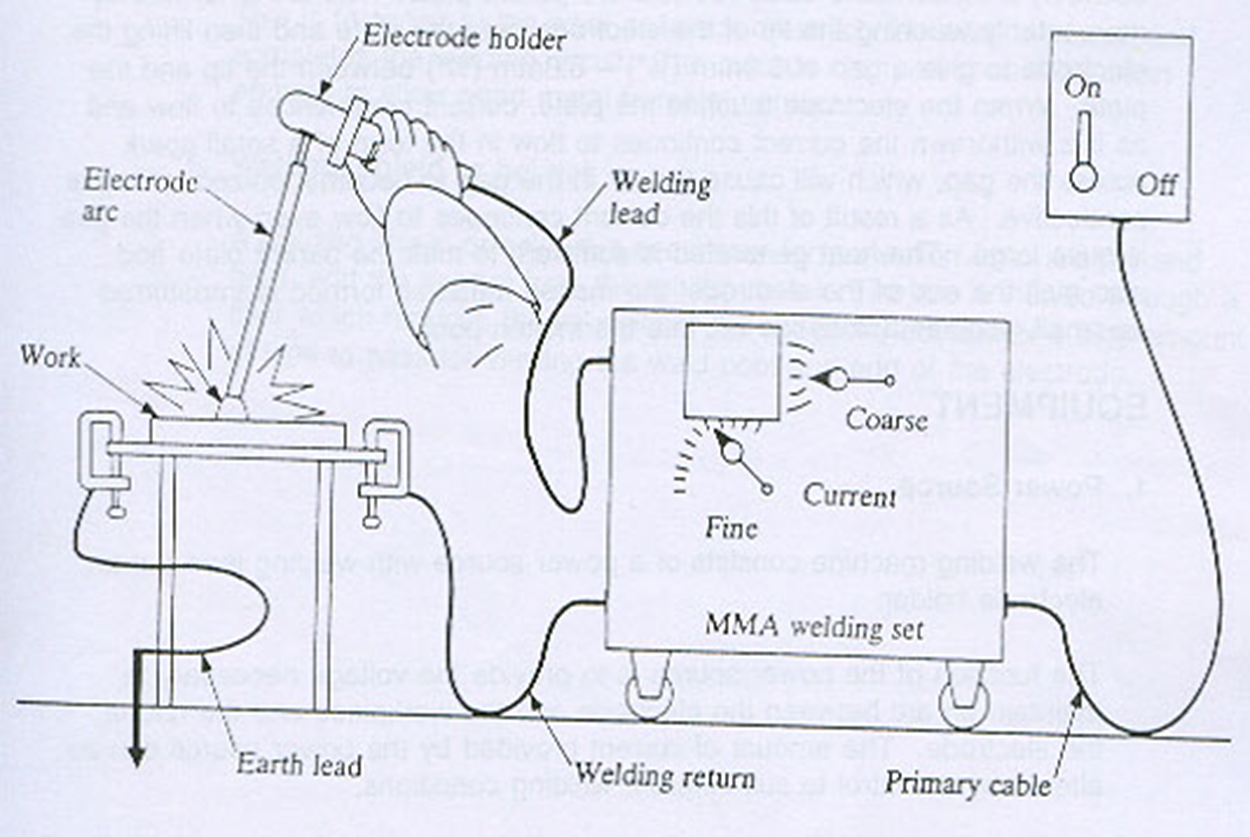
Power Source: The welding machine consists of a power source with welding lead and an electrode holder. The function of the power source is to provide the voltage necessary to maintain an arc between the electrode and the workpiece and the end of the electrode. The amount of current provided by the power source can be altered by a control to suit different welding conditions. Power source may supply direct current (DC) or alternating current (AC) to the electrode. AC transformers and DC generators supply only one type of current, but transformer – rectifiers can be switched between AC or DC output.
Effect Of Variation In Procedure: Too short an arc length will cause irregular piling of the weld metal.Too long an arc length will cause the deposit to be coarse rippled and flatter than normal. A slow rate of travel gives a wider thicker deposit, shorter than normal length; too slow a rate of travel may allow the slag to flood the weld pool causing difficulty in controlling deposition. A fast rate of travel gives a narrower, thinner deposit, longer than normal length; too fast a rate of travel may prevent adequate interfusion with the parent metal. A low welding current tends to cause the weld metal to pile up without adequate penetration into the parent metal; too low a welding current makes the slag difficult to control. A high welding current gives a deposit that is flatter and wider than normal with excessive penetration into the parent metal; too high a welding current causes considerable spatter. With correct arc length, correct rate of travel, correct welding conditions and technique, the run deposited metal will be regular in thickness and width, with a neat finely rippled surface, free from porosity or any slag entrapment.
ADVANTAGES:
Less cost
Portable
Vide range of metals and alloys can be welded
High quality
Hard facing possible
DISADVANTAGES:
Slow
Chances of entrapment of slag
Periodical cleaning necessary
Induces harmful radiation and fumes.
APPLICATIONS:
Welding of storage tanks, pressure vessels, pipe lines, ship building, bridge construction, oil refineries and aircraft industries.
Excellent you have provided important data for us. It is essential and informative for everyone. Keep posting always. I am very thankful to you. Read more info about saw welding machine
ReplyDelete